
Temperature control is the most critical metric for researchers. The user’s request highlights a key industry benchmark: the transition from ±5℃ to ±1℃ precision.
Achieving ±5℃ : The Industry Standard
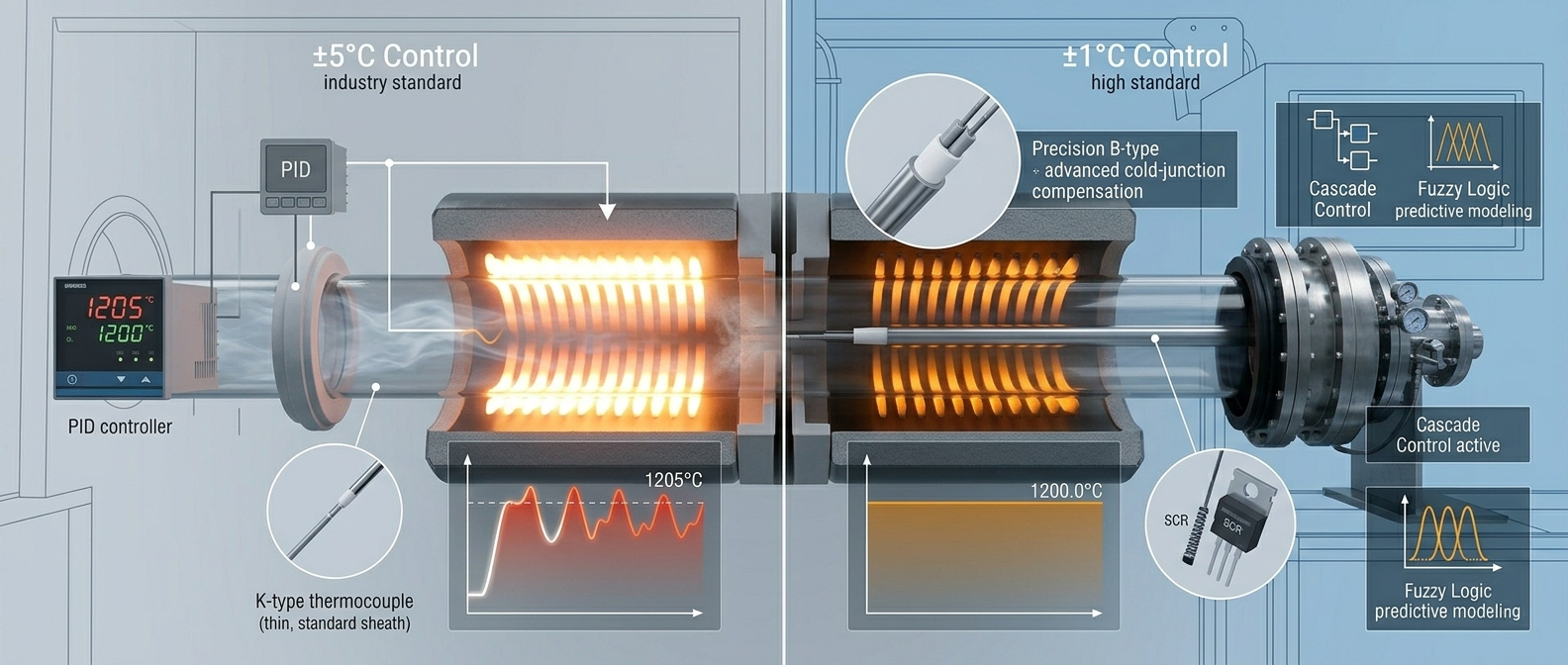
Most commercial furnaces achieve ±5℃ using standard PID (Proportional-Integral-Derivative) control and K-type or S-type thermocouples.
- How it’s reached: By tuning the PID parameters to prevent “overshoot” during the ramp phase.
- Sensor Placement: The thermocouple is usually placed in the “gap” between the heating element and the work tube.
Achieving ±1℃ : The High-Precision Frontier
Can we reach ±1℃ ? Yes, but it requires a fundamental shift in hardware and logic.
- Thermocouple Sensitivity: We must use B-type or high-grade S-type thermocouples with “Cold Junction Compensation” accurate to 0.1℃ .
- SCR Power Regulators: Instead of simple on/off relays, we use Phase-Angle Fired SCRs (Silicon Controlled Rectifiers). These provide a continuous, smooth flow of power rather than “pulses,” eliminating the thermal ripple.
- Cascade Control (Master-Slave): To reach ±1℃ inside the sample, we use two thermocouples. One monitors the heating element (Master) and the other is placed inside the tube near the sample (Slave). The controller adjusts the element temperature based on the sample’s real-time needs.
The Challenge of Thermal Inertia
The biggest obstacle to ±1℃ isn’t the electronics—it’s thermal lag. The time it takes for heat to travel from the element through the tube to the sample creates a phase shift. Current AI-driven PID controllers (using fuzzy logic) can predict this lag and adjust power pre-emptively.